 +84902267398
+84902267398 In the dynamic world of plastic packaging manufacturing, blown film extrusion stands as a cornerstone technology. However, producing a thin film that perfectly balances mechanical strength, opacity, and visual appeal requires more than just virgin polymer resins. The strategic integration of White & Black Masterbatch is the ultimate key to streamlining your production line, providing a reliable Cost-Saving Solution while maintaining Consistent Quality in every roll of film.
As your Global plastic partner with 22 years of experience, Mega Plast is here to provide an in-depth analysis of how these essential masterbatches function and how you can leverage them to optimize your blown film applications.

Table of Contents
1. Optimizing Blown Film Quality with White & Black Masterbatch
In Blown Film extrusion, filler masterbatch is responsible for controlling dispersion, color consistency, and mechanical properties.
A high-performance filler masterbatch must deliver:
- Good dispersion in polymer melt
- Stable compatibility with processing conditions
- Low moisture to prevent bubbles and defects
- Reliable performance at high production speed
Poor material selection can result in:
- Uneven thickness
- Surface defects
- Reduced strength
- Print inconsistency
This is why manufacturers prioritize Lab-tested formulation and Strict quality control when choosing a Vietnam Filler Masterbatch Manufacturer.

👉 Discover our full range of high-performance Filler and Color Masterbatch solutions tailored for blown film extrusion at Mega Plast
2. The Technical Advantages of White Masterbatch
White Masterbatch is primarily formulated using premium Titanium Dioxide (TiO2) combined with a customized PE or PP carrier resin. TiO2 is renowned in the plastic industry for its exceptionally high refractive index, which grants the final film unparalleled opacity and brilliant whiteness.
Key Technical Benefits:
- Ultimate Opacity: Prevents light transmission and see-through, even at very thin film gauges.
- Excellent Printability: Creates a smooth, glossy, and high-tension surface that is remarkably Good for printing, ensuring brand logos and texts are sharp and vibrant.
- Basic UV Protection: The white surface naturally reflects sunlight, offering a baseline level of protection for the packaged contents.
Specific Bag Applications:
- Courier Bags & Security Bags: These require absolute opacity to hide valuable contents. Typically, a co-extruded film uses White Masterbatch on the outer layer for barcode printing and a black inner layer for security.
- Boutique & Shopping Bags: High-end retail bags demand a flawless, glossy white background to make premium branding pop.
- Agricultural Silage Films: Used in multi-layer formats to reflect heat and regulate internal temperatures for crop protection.

3. The Power of Black Masterbatch
Conversely, Black Masterbatch utilizes Carbon Black as its primary pigment. Known as a heavy-duty performer, this masterbatch is highly favored by industrial packaging manufacturers looking for an unbeatable Cost-Saving Solution.
Key Technical Benefits:
- Maximum UV Resistance: Carbon Black is an exceptional UV absorber. It prevents polymer degradation, ensuring the film does not become brittle or crack when exposed to harsh outdoor environments.
- High Loading Capability: Thanks to Mega Plast’s advanced twin-screw extrusion technology, our Black Masterbatch maintains Blow Film: Good dispersion even at extreme Carbon Black loading rates (up to 40-50%), leaving no residue or lumping.
- Significant Cost Reduction: Generally, black masterbatch is highly economical, drastically reducing the overall raw material cost for bulk packaging production.
Specific Bag Applications:
- Garbage & Refuse Bags: Requires high tensile strength and complete opacity at the lowest possible cost.
- Agricultural Mulch Films: Laid over soil to block sunlight, prevent weed photosynthesis, and retain soil moisture.
- Heavy-Duty Industrial Sacks: Used for transporting chemicals or fertilizers that require long-term outdoor storage.

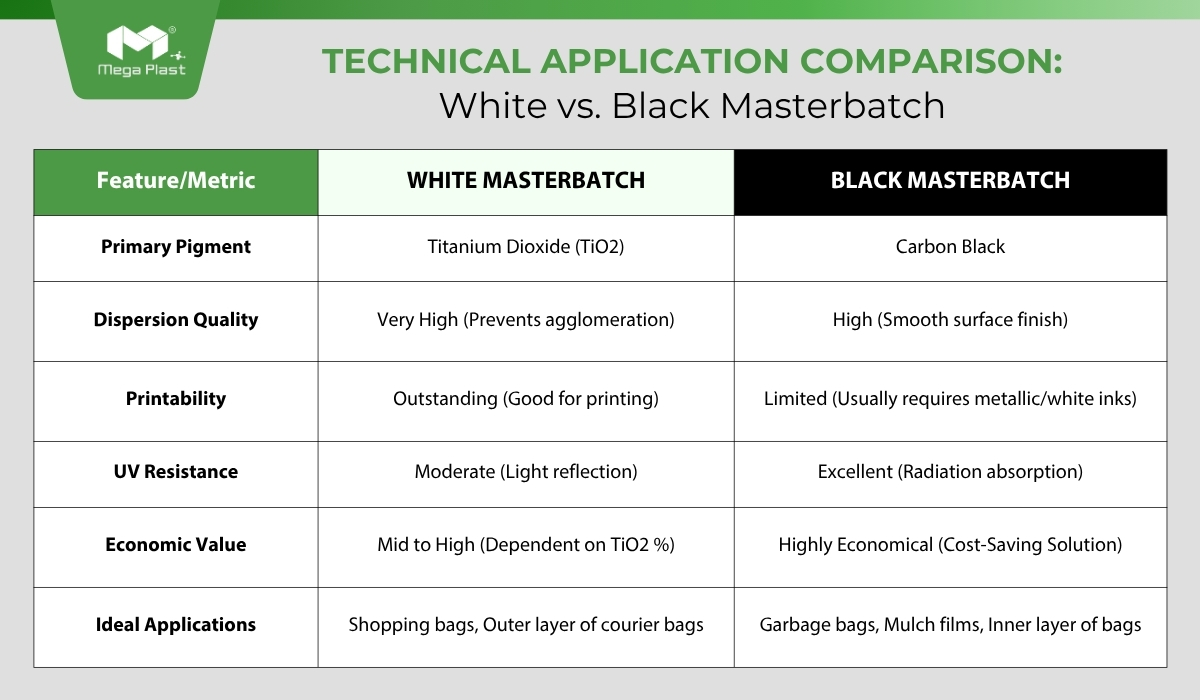
4. Technical Application Comparison: White vs. Black Masterbatch
To assist procurement teams and R&D managers in formulating the best mix, here is a direct comparison of their performance in blown film applications:
5. Diversifying Your Product Portfolio with Color Masterbatch
While black and white are industry staples, modern packaging applications often require specific color-coding or brand-specific differentiation. Incorporating Color Masterbatch allows manufacturers to significantly expand their product portfolio and cater to diverse market needs.
Mega Plast offers an extensive library of Color Masterbatch formulations. Beyond delivering vivid, fade-resistant colors that withstand high extrusion temperatures, our products strictly comply with global safety standards (REACH, ROHS), ensuring they are free from heavy metals. From high-visibility industrial warning tapes and agricultural films to specialized food packaging, our color solutions ensure your production meets every specific commercial requirement.
6. Partner with Mega Plast for Consistent Quality
The structural integrity and performance of your blown film depend entirely on the quality of your raw materials. At Mega Plast, our commitment to Consistent Quality is not just a promise; it is backed by our advanced manufacturing infrastructure.
By utilizing twin-screw extrusion technology and maintaining complete production autonomy, we accurately control the Melting Flow Index (MFI) and ensure flawless dispersion for every single batch before it leaves our facility. Trusted by manufacturers in over 60 countries, we possess the robust production capacity and a 95% On-Time Delivery rate to support your large-scale operations and ensure your factory lines never stop running.

Ready to optimize your blown film production? Contact Mega Plast today for technical data sheets (TDS) and free samples!